Installation Guide: GORE? 带状垫片Series 500安装指导

安装迅速简单
该视频演示了如何切削以及如何将带状垫片安装到法兰上。 因为垫片具有高度顺应性,您无需担忧完整性问题,
1. 选择尺寸
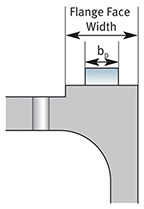
垫片宽度(bD)
对于凸面和平面法兰
根据以下垫片覆盖要求选择垫片宽度:
- EN或JIS标准法兰: 30-50%法兰面宽度。
- ASME标准法兰: 50-75%法兰面宽度。
- 非标准法兰: 计算垫片宽度以确保垫片应力足够大。
对于榫槽法兰
- 垫片应该能够覆盖整个槽面的宽度。
- 确保榫面略高于槽深。
对于热交换器内的分隔栏
- 垫片宽度应该覆盖整个分隔栏的宽度。
注意: 应对工程扭矩进行估算,以确定垫片应力能够大于下述值:
? 3 mm (1/8"): 19 MPa (2,755 psi)
? 6 mm (1/4"): 23 MPa (3,335 psi)
垫片厚度
- 大部分应用需要一层3 mm (1/8")厚的带状垫片。
- 而对于偏差> 1 mm (0.040")的法兰,建议使用6 mm (1/4")带状垫片。
- 如果法兰不平度超过2 mm (0,080"),安装时需使用补偿垫片 在这种情况下,请咨询 戈尔 员工。
为了实现可靠的密封,在安装垫片过程中必须施加足够的垫片应力。
戈尔?带状密封垫片Series 500的典型最小密封应力:
- 3 mm (1/8"): 19 MPa (2,755 psi)
- 6 mm (1/4"): 23 MPa (3,335 psi)
执行工程计算,确定适用于您的特定应用的扭矩值。 可参照行业指南,例如,ASME PCC-1压力边界螺栓法兰连接安装指南(Guidelines for Pressure Boundary Bolted Flange Joint Assembly)和EN 1591-1法兰及其接口 - 圆形法兰垫片及其连接的设计规则 - 第1部分:计算(Flanges and their Joints - Design Rules for Gasketed Circular Flange Connections - Part 1: Calculation)。
戈尔?带状密封垫片Series 500只需四个快速简单的步骤即可完成安装。 请单击下栏查看详细的一般安装步骤和应用指南,包括视频(凸面和平面法兰、榫槽法兰、热交换器和矩形法兰)。
A. 安装前法兰准备
- 打开法兰,至少15 cm (6")。
- 彻底清洁表面,确保实现最佳粘合效果。
- 擦去所有油迹、石墨及其他残留物。
B. 进行第一次切削
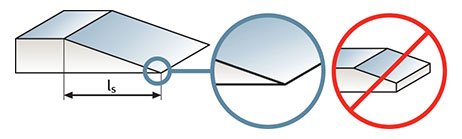
- 松开约0.5 m (1.5 ft)的带状垫片。 采用切削方式,用锋利的小刀在干净、牢固的表面上切割垫片末端。
- 切口的长度ls应与下表中的尺寸相匹配:
| 带状垫片厚度 | 切口长度(ls) |
|---|---|
| 3 mm (1/8") | 15 - 20 mm (3/4") |
| 6 mm (1/4") | 25 - 40 mm (1-1/4") |
注意:
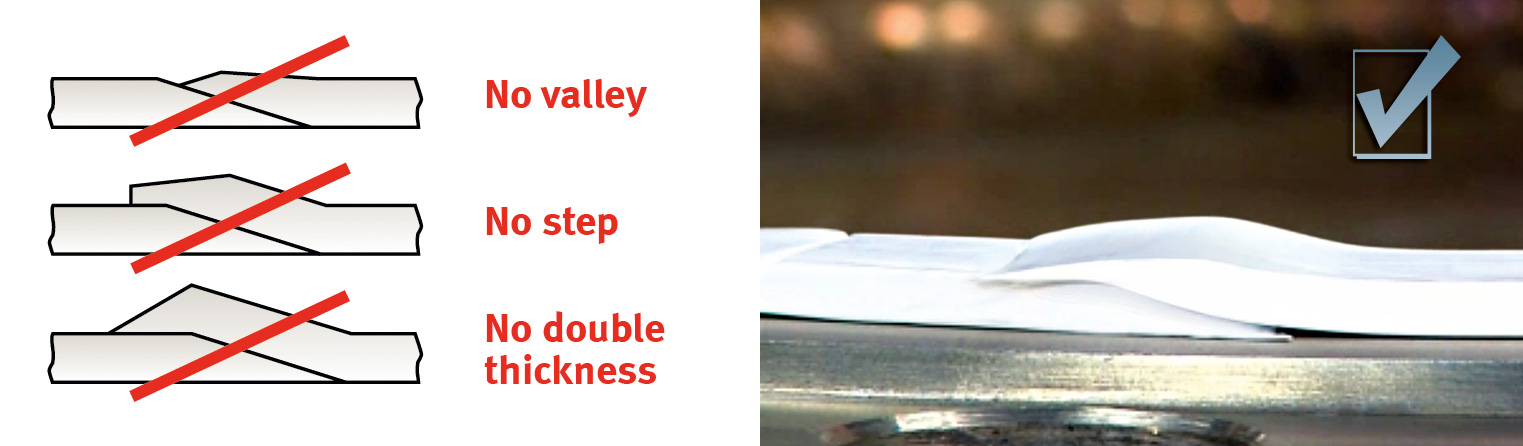
切削过程的关键点是连续平滑,严禁出现阶台。 使用切刀时,务必佩戴合适的防护手套。
C. 粘贴带状垫片
- 将带状垫片的切口放在指定起始螺栓附近。
- 将背胶纸每次撕下一小部分,防止胶带沾上粉尘。
注意: 法兰表面不得带有抗粘性喷雾或液体。 温度较低时,安装前可略加热带状垫片。
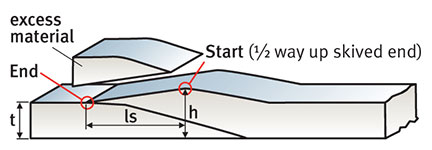
D. 完成层叠带状垫片的操作
- 将带状垫片放置在切口上,完成安装,超出部分约为14 mm (1/2")。 为第二次和最后一次切削做好准备,确定并标记起点和终点。
- 斜切掉垫片材料,使最大高度h与表中的尺寸相匹配。
- 大型法兰可能需要多个接口。 接口应靠近螺栓孔并尽可能相互远离(2个接口之间间隔约180°,3个接口之间间隔约120°)。
| 带状垫片厚度(t) | 切口长度(ls) | 最大高度(h) |
|---|---|---|
| 3 mm (1/8") | 15 - 20 mm (3/4") | 3.5 - 5.0 mm (3/16") |
| 6 mm (1/4") | 25 - 40 mm (1-1/4") | 6.5 - 9.0 mm (3/8") |
为了便于参考,最佳安装实践的重点内容概括如下:
热交换器 - 管束周围
- 按照如下所列的步骤A至步骤D安装带状垫片。
- 背胶带固定,允许垂直安装垫片。
- 合扰法兰时,须确保带状垫片保持在原位。
榫槽法兰
安装在榫面上
- 按照如下所列的步骤A至步骤D安装带状垫片。
- 使用背胶带黏贴可以支持仰面安装垫片。
- 合扰法兰时,须确保带状垫片保持在原位。
安装在槽内
- 按照步骤A至步骤C进行准备,并开始在槽内铺放带状垫片。
- 为完成步骤D的垫片安装操作,先将最后的30 cm (1 ft)带状垫片铺放在槽内,用圆珠笔标记起始切口的位置。
- 在平面上进行最后一次切削。
- 撕下背胶纸其余部分,将垫片铺放在槽内并重叠切口,完成垫片安装。
热交换器 - 管束周围
- 按照如下所列的步骤A至步骤D安装带状垫片。
- 背胶带固定,允许垂直安装垫片。
- 合扰法兰时,须确保带状垫片保持在原位。
热交换器 - 槽内
- 按照如下所列的步骤A至步骤C进行准备,并开始在槽内铺放带状垫片。
- 为完成步骤D的垫片安装操作,先将最后的30 cm (1 ft)带状垫片铺放在槽内,用圆珠笔标记起始切口的位置。
- 在平面上进行最后一次切削。
- 撕下背胶纸其余部分,将垫片铺放在槽内并重叠切口,完成垫片安装。
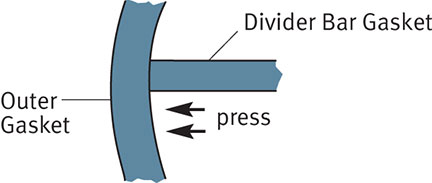
热交换器 - 穿过分隔栏
- 安装前法兰准备 彻底清洁表面,确保实现最佳粘合效果。 擦去所有油迹、石墨及其他残留物。
- 测量并切割带状垫片,长度略超过3 mm (1/8")。 两端采用90°的对接切削方式。
- 粘贴分隔栏垫片
- 撕下背胶纸,紧压垫片末端,使其嵌入外层垫片。 将带状垫片横铺在分隔栏上,紧压另一端,使其嵌入外层垫片
注意: 热交换器内的分隔栏很少在压力相差较大的情况下工作,因此紧压入外层法兰垫片的对接切削方式可以提供充分且成功的密封效果。 Gore不建议采用任何其他切削方式或采用在分隔栏和圆形垫片接合处重叠的安装方式。
矩形法兰
- 按照如下所列的步骤A至步骤C进行准备,并开始铺放带状垫片。
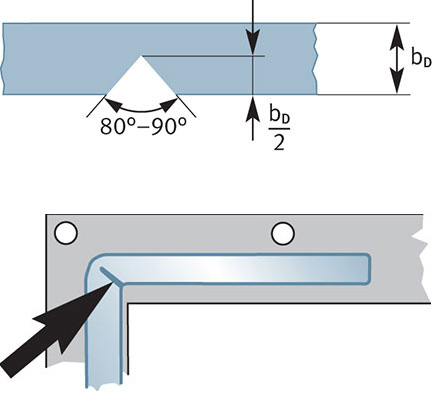
- 尖锐角度的转角处
- 为确保密封垫片受力均匀,到达转角处时,应在戈尔?带状密封垫片Series 500上切下缺口。
- 如图所示,到达转角处时,从带状垫片内缘切下80-90°缺口。
- 在转角处弯折垫片。 再将垫片在背胶作用下固定到位。
- 继续步骤D完成垫片安装操作。
4. 回顾并按照标准螺栓法兰组装方法进行操作
戈尔?垫片产品无需特殊组装方法。 但是,通常建议采用行业最佳实践方法组装螺栓法兰接口。 美国试验与材料学会(ASME)、欧洲密封协会(ESA)、流体密封协会(FSA)和德国工程师协会(VDI)均发布了此类实践方法。
- ESA/FSA垫片安装程序确保连接完整性和最高安全性(Gasket Installation Procedures Assuring Joint Integrity and Maximum Safety)
- ASME PCC-1压力边界螺栓法兰连接安装指南(Guidelines for Pressure Boundary Bolted Flange Joint Assembly)
- VDI 2200 - 法兰密封连接: 螺栓接合法兰连接的选择、计算、设计和装配(Tight flange connections: Selection, calculation, design and assembly of bolted flange connections)
- ASME还提供关于螺栓法兰接口组装的培训课程
- 多家企业还提供针对螺栓法兰接口组装的EN 1591-4指定培训内容
确保密封面干净、干燥、无油脂。
将垫片放在法兰的正中心(借助于螺栓位置)。
充分润滑紧固件。 确保螺栓、螺母和垫圈上的所有承载表面得到充分润滑。
将螺栓、垫圈和螺母装配到法兰上。
用手指拧紧螺栓,按圆周方向转动。
使用校准后的扭矩设备,按照星形顺序扭转每个螺栓。 按三步式应用扭矩:
- 第一步: 目标扭矩的30%
- 第二步: 目标扭矩的60%
- 第三步: 目标扭矩的100%
按照目标扭矩的100%,以圆周方向应用扭矩。 然后等待四个小时。
以圆周方向应用扭矩,直至所有螺栓均已达到目标扭矩,完成安装。
仅用于工业用途
不可用于食品、药品、化妆品或医疗设备等的制造、加工或包装作业